
173-1829-9788

手机号码:173-1829-9788
联系邮箱:cqyumeike@163.com
公司地址:重庆市北碚区童家溪镇五星工业园五星路92号
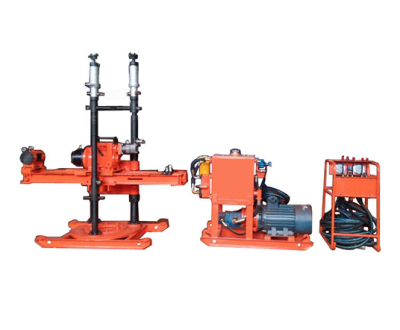
柱式液压旋转钻机钻机是矿山抗耗品的专用工具和配件,是煤矿钻机的关键组成部分,一般采用优质碳结钢生产加工,适用于煤化钻孔,是煤矿开采不可或缺的专用工具。它在工作时传递扭转距离.拉压.弯曲和其他载荷的复合作用,因此在工作中经常会造成破裂危害。今天,捷图机械设备网将为大家讲解钻具破裂后如何进行补焊:
焊丝选择:
柱式液压旋转钻机的连接器和钻管均采用中碳低合金刚热处理,碳含量应为中碳热处理钢42CrMo,可锻性差,对接焊缝中的部分碳会熔化到焊接中,以提高焊接的淬火强度。当电焊焊接溶液池结晶时,晶体收缩容易引起热裂纹。在选择焊丝时,必须充分考虑其抗裂纤维特性.调质处理的特点.抗压强度.缩水率.断裂韧性.对于超低温特性等因素,应选择收缩率和抗压强度非常高的低氢焊丝,焊接前应将风干保温放入保温桶中,随时使用。常见的焊丝有J507.J607.H08Mn2SiA等。
补焊步骤:
补焊前,焊接前应加热100-150摄氏度,焊接底端总宽度不小于5mm。V形焊缝应分2~3道进行电焊,焊接表层总宽度不小于15摄氏度mm,焊接显微镜凹型,如显微镜凹型,如显微镜凹型,则预告不超过滑地连接到对接焊缝,以减少应力。
在选择双层焊接焊接时,由于必须首先进行内部匹配,因此这种方法的前焊接对后焊接有加热效果。加热可以降低焊接和热损伤区域的硬化水平,从而提高对接焊缝的粘度,降低焊接区域与电焊工作部件之间的温度场。这不仅降低了焊接的接地应力,而且降低了焊接的应变速率,有利于防止焊接裂缝的引起。在电焊焊接的整个过程中,禁止在有风的区域或冷却风扇,这将减少焊接的老化水平,避免造成裂并选择CO气体保护焊也能获得较好的实际效果。
以上是关于如何补充焊接框架柱液压旋转钻机断裂的步骤和方法。钻具连接头焊接断裂,即外六方公共连接头与钻具管之间的电弧焊接断裂。
手机号码:173-1829-9788 联系邮箱:cqyumeike@163.com 地址:重庆市北碚区童家溪镇五星工业园五星路92号





 咨询热线
咨询热线